
 通过认证
通过认证 

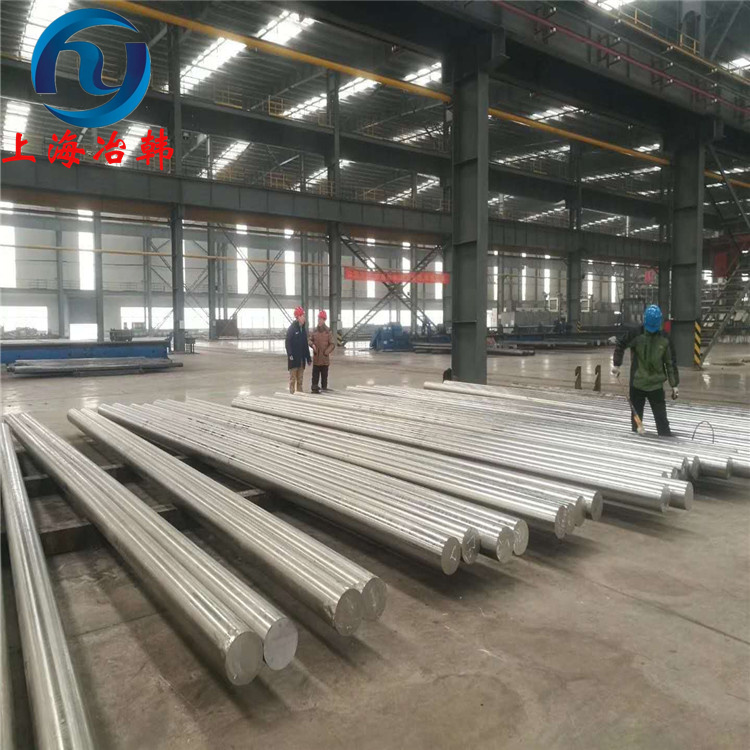
GH159钴基合金
GH159高温合金光棒生产工艺百科解析
一、GH159高温合金概述
GH159(对应国际牌号:MP159)是一种以钴-镍为基体的沉淀强化型高温合金,具有高强度、优异抗疲劳性及耐腐蚀性,长期工作温度可达650℃。其成分以镍(Ni)、钴(Co)、铬(Cr)、钼(Mo)为主,通过添加铝(Al)、钛(Ti)等元素实现时效强化,广泛应用于航空发动机紧固件、燃气轮机部件等高端领域。
二、光棒生产核心工艺流程
熔炼与铸锭制备
真空感应熔炼(VIM):采用高纯度原料在真空环境下熔炼,精准控制合金元素配比,降低杂质含量(氧、氮≤50ppm)。
电渣重熔(ESR):通过自耗电极在熔渣中二次精炼,消除铸态疏松,提升成分均匀性。铸锭直径通常为φ300-500mm,需缓冷处理避免内应力开裂。
热加工成型
开坯锻造:将铸锭加热至1150-1180℃保温,经多火次镦粗、拔长,破碎粗大晶粒。终锻温度不低于950℃,防止加工硬化。
热轧/热挤压:采用三辊斜轧机组或卧式挤压机,在1000-1100℃区间将坯料加工成φ50-150mm棒材,变形量≥60%以细化晶粒。
冷加工精整
表面剥皮:使用硬质合金刀具去除热轧棒表面氧化层及微裂纹,粗糙度控制在Ra3.2μm以内。
多道次拉拔:通过模拉或辊模联合工艺逐步减径至目标尺寸(φ5-40mm),道次变形量8-12%,配合退火消除加工应力。
矫直抛光:采用六辊矫直机矫正直线度(偏差≤0.1mm/m),电解抛光使表面粗糙度达Ra0.8μm。
热处理强化
固溶处理:在1050-1100℃保温1-2小时后水冷,获得过饱和固溶体,硬度控制在HRC25-30。
时效处理:阶梯式升温至700-750℃保温16-24小时,析出γ'相(Ni3(Al,Ti))实现强化,最终抗拉强度≥1600MPa。
三、关键技术难点与解决方案
成分偏析控制:采用VIM+ESR双联工艺,熔炼过程电磁搅拌强度≥200Gauss,确保铸锭成分波动<±0.5%。
热加工开裂预防:优化加热曲线,升温速率≤80℃/h,避免合金元素扩散不均导致晶界弱化。
冷加工表面缺陷抑制:拉拔模采用纳米涂层(如TiAlN),润滑剂使用硫化钼基复合脂,降低摩擦系数至0.08以下。
四、质量检测体系
无损检测:超声波探伤(灵敏度φ0.8mm平底孔)、涡流检测(裂纹深度≤50μm)。
理化分析:电子探针(EPMA)验证元素分布,透射电镜(TEM)观察析出相形貌。
力学验证:650℃高温拉伸试验(强度保持率≥85%),应力腐蚀试验(3.5%NaCl溶液,寿命>1000h)。
五、典型应用领域
航空航天:发动机高压压气机螺栓、涡轮盘紧固件
能源装备:燃气轮机燃烧室连接杆、核电蒸汽发生器管束支撑
高端制造:石油钻探工具承力件、超导磁体结构件
六、发展趋势
随着增材制造技术突破,GH159光棒正向"近净成形"方向发展,激光熔覆沉积(LMD)工艺可实现φ300mm以上大尺寸棒材直接成型,材料利用率提升至95%以上。同时,智能化工艺控制系统(如数字孪生锻造)正在提升生产过程稳定性。