
说明: 1561铝焊丝具有良好的耐蚀 性、 抗热裂性, 强度高、 可锻性好。 焊缝阳极化处理后仍为白色, 能为焊 接接头提供良好的配

ER316L不锈钢激光焊丝ER316L不锈钢激光焊丝ER304不锈钢焊丝符合国标 GB 4241/2 H0Cr18Ni9ER304不锈钢焊丝,为H0Cr18Ni9不锈钢气
不锈钢焊丝ER304ER304不锈钢焊丝说明:ER304主要成分是18Cr-8N,是应用广泛的奥氏体不锈钢焊材。焊接作业性、电弧稳定、成型美
产品牌号:S201【丝201】GB:SCu1898AWS:ERCu产品名称:S201特制紫铜焊丝说明: S201是含有锡、 硅、 锰、 磷等微量元素的脱氧

产品牌号:L308【 料308】GB:BAg72CuAWS:72%银钎料产品名称:72%银钎料说明:L308是银铜二元共晶钎料, 不含易挥发元素, 在铜

说明:L306是一种含银量较高的银钎料, 熔点较低, 流动性好, 钎缝表面光洁, 钎焊接头具有良好的强度及塑性。用途:适用于钎焊
说明:L313是一种含镉的银钎料, 熔点低, 流动性好, 钎缝表面光洁, 接头强度高。用途:用于钎焊铜及铜合金、 钢及不锈钢等,

说明:L325是一种含锡的银钎料。 熔点较低, 流动性好, 能迅速流入接头间隙, 钎缝表面光洁。用途:适用于钎焊铜及铜合金、 钢
明:L310是一种含镉的银钎料。 熔点低, 流动性好, 能迅速流入接头间隙, 钎缝表面光洁, 钎焊接头强度高。用途:用于钎焊铜及
说明:L322是一种含锡的银钎料, 熔点低、 流动性好, 能迅速流入接头间隙。 但钎料的塑性稍差。用途:用于钎焊铜及铜合金、 钢
产品牌号:L312【 料312】GB:BAg40CuZnCdNiAWS:-产品名称:40%银镉钎料说明:L312是一种熔点最低的含镉的银钎料, 流动性好,
产品牌号:L326【 料326】GB:BAg38CuZnSnAWS:BAg-34产品名称:38%银锡钎料说明:L326是一种含锡的银钎料, 加入少量的锡可以使

产品牌号:L314【 料314】GB:BAg35CuZnCdAWS:35%银镉钎料产品名称:35%银镉钎料说明:L314是一种含镉的银钎料。 熔点较低, 流

产品牌号:L323【 料323】GB:BAg30CuZnSnAWS:-产品名称:30%银锡钎料说明:L323是一种含锡的银钎料。 熔点较低。 填充不均匀间
产品牌号:L302【 料302】GB:BAg25CuZnSnAWS:BAg-37产品名称:25%银锡钎料说明:L302是一种含银量较低、 成本适中, 用途较广
说明:L301是含银最低的银钎料, 价格较低, 但熔点高, 流动性较差, 因而应用不广。用途:用于钎焊铜及铜合金、 钢及不锈钢等
产品牌号:L321【料321】GB:BAg56CuZnSnAWS:BAg-7产品名称:56%银锡钎料说明:L321是一种低熔点含锡的银钎料, 具有良好的流动
说明:L304是一种较常用的箔片状银钎料, 具有良好的填充不均匀间隙的能力, 钎焊接头抗震动疲劳性能好及综合机械性能佳。用途:
说明:L303是一种最常用的银钎料, 熔点较低, 具有良好的填充不均匀间隙的能力, 钎焊接头抗震动疲劳性能好及综合机械性能佳。

R347焊条 R347焊条说明: R347是低氢钠型药皮的含CrMoVWB的珠光体耐热钢焊条,直流反接,可全位置焊接。焊件应根据结构特点进行适
牌号:HL105标准号及牌号:GB6418-2008/BCu58ZnMn产品成分Cu Zn Mn58 余量 4物理性能熔化温度: 880-909℃产品外观该产品是黄色

牌号型号AWS熔敷金属化学成分(wt.%)CMnSiSPNiFe其它Z208EZC—2.00-4.00≤0.752.5-6.5≤0.100≤0.15—余量—Z308EZNi-1ENi-CI≤2.

符合GB/T 984 EDRCrW-15说明:D337是低氢钠型药皮的CrW型热锻模堆焊焊条,采用直流反接。用途:适用于铸钢或锻钢锻模的堆焊或修

D397是低氢钠型药皮的CrMnMo型热锻模堆焊焊条,采用直流反接。堆焊层组织为马氏体+残余奥氏体,具有耐金属间磨损及磨粒磨损性能

D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦

D507是低氢钠型药皮的1Cr13型阀门堆焊焊条,采用直流反接。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特性,一般不须进行热

D507MoNb是低氢钠型药皮的1Cr13型阀门堆焊焊条,采用直流反接,由于药皮中加入了适量的Mo、Nb等强化稳定元素,故堆焊金属具有较好

符合GB/T 984 EDCr-B-03说明:D512是钛钙型药皮的2Cr13型阀门堆焊焊条,交直流两用,焊接工艺良好。堆焊金属为2Cr13马氏体高铬钢

符合GB/T 984 EDCrMn-A-16说明:D516MA是低氢钾型药皮的高CrMn型堆焊焊条,交直流两用,堆焊层金属具有良好的耐磨、耐热、耐蚀以

D517是低氢钠型药皮的2Cr13型阀门堆焊焊条,采用直流反接。堆焊金属为2Cr13马氏体高铬钢。堆焊层具有空淬特性,一般不需进行热处

说明:D547是低氢钠型药皮,合金钢芯的CrNiSi型阀门堆焊焊条,采用直流反接。堆焊金属依靠硅进行强化,得到具有一定铁素体的奥氏

D547Mo是低氢钠型药皮的CrNiSiMo型阀门堆焊焊条,采用直流反接。堆焊金属具有良好的高温抗擦伤、抗冲蚀等性能,有较高的高温硬度

D557是低氢钠型药皮的CrNiSi型阀门堆焊焊条,采用直流反接。堆焊金属依靠大量硅进行强化,得到奥氏体+铁素体组织,随着时效时间

D577是低氢钠型药皮,合金钢芯的CrMn型阀门堆焊焊条,采用直流反接。堆焊金属为高铬锰型奥氏体钢,冷作硬化效果显著,具有良好的

符合GB/T 984 EDZ-A1-08说明:D608是石墨型药皮的CrMo铸铁堆焊焊条,可交直流两用,采用直流电源反接更适宜。由于堆焊金属为铸铁

D628是石墨型药皮的抗磨粒磨损高碳、高铬铸铁堆焊焊条。堆焊层为高碳高铬铸铁型弥散碳化物,且堆焊层硬度较高,耐热强性能较好,

D667是低氢钠型药皮铸造索尔马依特合金焊芯的高铬铸铁堆焊焊条,采用直流反接,堆焊层在500℃以下具有良好的耐磨损、耐腐蚀和耐

说明:D687是低氢钠型药皮的高铬铸铁堆焊焊条,采用直流反接,电弧较稳,飞溅少,渣少,脱渣容易,堆焊层即使用合金刀具也难以进

符合GB/T 984 EDW-A-15说明:D707是低氢钠型药皮碳化钨型堆焊焊条,采用直流反接,小电流焊接更适宜,堆焊金属含钨量40~50%,具

TM55耐磨焊条155~59主要用于破碎机锤头严重磨损部位的堆焊修复,一般堆焊1~2层即可,也可用于塔篦齿修复。根据不同的使用场合,

ZD6耐磨焊条1焊后硬度35~40冲击后50~55主要用于修复冲击条件下的磨料磨损部件,如高锰钢材质的颚板、破碎机锤头、板锤、挖掘机

【管状碳化钨气焊条】简介:铸造碳化钨气焊条又称铸造碳化钨合金气焊条,管内成分为W2C和WC合金颗粒,硬度93HRA熔点1600-1800度,

铁铝青铜(ECuAl-A2)化学成分区域标准(%)牌号CuAlSiMnSnNiPFePb其他ECuAl-A2余量8.5-11.0≤1.50.5-5.0≤0.02≤0.5熔敷金属物理
T107GB/T 9460: SCu7158AWS A5.6: ECuSi主要用来焊接导电铜排,铜制热交换器,船舶用海水导管等铜结构件,也可用于耐海水腐蚀的

D707碳化钨堆焊焊条说明:是采用碳钢为焊芯的低氢钠型药皮碳化钨堆焊焊条,依靠药皮中碳化钨合金过渡,堆焊金属含钨量40~50%。由

D707Ni纯镍堆焊焊条说明:纯镍堆焊焊条,依靠药皮中碳化钨过度合金,堆焊金属具有较好的抗裂性及抗氧化性,采用直流反接。用途:

D717/D717A碳化钨堆焊焊条 型号: EDW-B-15说明:碳化钨堆焊焊条,采用H08A钢带扎制成O形,直径为3.2mm,内装粒度为60-80目,含
D708碳化钨合金焊条说明:D708碳化钨合金焊条用碳化钨过渡堆焊金属含钨65%-85%,工艺精良脱渣方便电弧稳定!焊条不需要焊前预热

TDM-8碳化钨合金耐磨堆焊焊条说明:TDM-8碳化钨合金耐磨堆焊焊条 建材工业部推荐产品 我厂生产的TDM-8碳化钨合金耐磨堆焊焊条,

一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料
一、银铜锌环保焊料(银基钎料,银铜焊条,银铜焊丝,银铜焊片,)牌号及性能简介(河北卓君焊接材料有限公司)出品: 银基钎料

YD322耐磨药芯焊丝产品规格:1.2mm 1.6mm 15kg/箱焊后硬度:HRC 55-57°应用范围:适用于堆焊各种冲模及切削刃具,并可用于修复
YD317A耐磨药芯焊丝说明:YD317A是低氢钠型药芯的钨铬钼钒冷焊高耐磨堆焊焊丝。特别考虑到冷焊抗裂性能,不但具有良好的焊接工艺

YD317耐磨药芯焊丝说明: YD317是低氢钠型药芯的CrWVMo冲模堆焊焊丝。用途:适用于冷冲模堆焊,也可进行一般切削刀具的堆焊。堆焊

YD307耐磨药芯焊丝说明:YD307是低氢钠型药芯的堆焊焊丝。用途:可在中碳钢(如45、45Mn钢)制成的刀具毛坯上堆焊刀口以达到代用整

YD287耐磨药芯焊丝说明:低氢钠型抗气蚀耐泥沙磨损专用焊丝,具有良好的抗气蚀、抗泥沙磨损性能,焊接工艺性好,采用直流反接,

YD276/YD277耐磨药芯焊丝 用途:用于堆焊水轮机受气蚀破坏的零件,如水轮机的导水叶片等,也可用于要求耐磨性及高韧性的高锰钢的
YD266耐磨药芯焊丝D266是低氢钾型药皮的高锰钢堆焊焊丝,,堆焊时宜采用小电流,窄焊道,趁红热时立即锤击或水淬,以减少裂缝倾
YD246耐磨药芯焊丝用途:用于堆焊常温及非腐蚀条件下,带有磨料磨损和冲击载荷条件的零部件,如矿山、工程、农业、制砖、水泥、

YD237耐磨药芯焊丝说明:YD237是低氢钠型药芯的铬钼钒型堆焊焊丝。用途:用于堆焊受泥沙磨损和气蚀破坏的水利机械、挖泥斗矿山机

YD227耐磨药芯焊丝YD227是堆焊用埋弧药芯焊丝,该焊丝抗裂能力强,堆焊时不产生冷裂纹和热裂纹。堆焊金属耐磨性优异,抗疲劳能力
YD217A 耐磨堆焊药芯焊丝说明:YD217A是低氢钠型药芯的CrMnMo型堆焊焊丝。用途:主要用于堆焊高强度耐磨零件。如30CrMnSi和35CrMnS

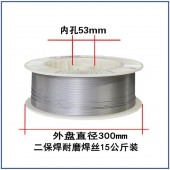
YD212耐磨药芯焊丝YD212耐磨焊丝是CO2气体保护的普通铬钼型堆焊药芯焊丝,堆焊时电弧稳定、脱渣容易。适用于耐冲击、高度磨损的

YD207耐磨药芯焊丝规格:1.2 1.6 2.0 mm包装:15KG说明: YD207是低氢钠型药芯的CrMnSi型堆焊焊丝。用途: 用于堆焊受泥沙磨损的

YD202B耐磨药芯焊丝说明:YD202B是钛钙型药芯铁基堆焊焊丝。操作性能。堆焊金属为马氏体组织,有较好的耐金属间磨损、耐冲击、耐
YD202A耐磨药芯焊丝YD202A耐磨药芯焊丝说明:铁基堆焊焊丝,焊接工艺性能好,堆焊层硬度适中,具有良好的的塑性和耐冲击性。用途
YD177SL耐磨药芯焊丝说明:渗铝钢系列堆焊焊丝中的一种,专用于焊接磨损条件下使用的渗铝钢或非渗铝钢结构,采用直流正接,短弧
YD172耐磨药芯焊丝YD172是CO2气体保护的CrMo型堆焊药芯焊丝。堆焊时电弧稳定,脱渣容易。适用于耐冲击,中度磨损的情况。用于堆
YD167耐磨药芯焊丝说明:YD167是低氢钠型药芯的MnSi型堆焊焊丝。用途:用于农业、建筑机械等的磨损部分的堆焊,如大型推土机、动力
YD156耐磨药芯焊丝说明: D156耐磨堆焊药芯焊丝CrMn型堆焊焊丝,具有抗高冲击载荷和金属间摩擦磨损性能。焊接时电弧稳定,操作自如
YD146耐磨药芯焊丝牌号:D146型号:EDPMn4-16特征:普通低中合金锰钢堆焊焊丝,交直流两用,电弧稳定。用途:用于堆焊各种受损的

YD132耐磨药芯焊丝YD132堆焊药芯焊丝 说明:YD132是CO2气体保护的普通铬钼型堆焊药芯焊丝。相当GB/T 984—2001标准的焊丝型号EDP

YD127耐磨药芯焊丝 说明:YD127为低氢型普通锰型堆焊焊丝。用途:用于堆焊受磨损的低碳钢、中碳钢及低合金钢的表面,如车轴、齿轮

YD126耐磨药芯焊丝说明:YD126堆焊药芯焊丝为低氢型普通锰型堆焊焊丝。用途:用于堆焊受磨损的低碳钢、中碳钢及低合金钢的表面,如

YD112耐磨药芯焊丝YD112耐冲击耐磨焊丝符合标准:EDPCrMo-A1-03焊丝主要熔覆合金成分:CCrMnMoNiWSiNb焊丝参数:规格mm焊接电流

YD107耐冲击耐磨药芯焊丝符合标准GB/T:EDPMn2-15焊丝主要熔覆合金成分:CCrMnMoNiWSiNb焊丝参数:规格mm焊接电流焊接电压焊接工
YD106耐磨药芯焊丝说明:低氢钾型低中合金锰钢堆焊药芯焊丝,用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿
YD102耐磨药芯焊丝YD102耐磨药芯焊丝焊丝直径:1.4 1.6典型熔敷金属化学成分C:0.18Si:Mn:3.2Cr:Mo:1.24其它:硬度(HRC)焊态
YD106耐磨药芯焊丝说明:低氢钾型低中合金锰钢堆焊药芯焊丝,用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿
YD102耐磨药芯焊丝YD102耐磨药芯焊丝焊丝直径:1.4 1.6典型熔敷金属化学成分C:0.18Si:Mn:3.2Cr:Mo:1.24其它:硬度(HRC)焊态

TM55 1 55~59 主要用于破碎机锤头严重磨损部位的堆焊修复,一般堆焊1~2层即可,也可用于塔篦齿修复。根据不同的使用场合,可有

D337符合 GB/T 984 EDRCrW-15说明:D337是低氢钠型药皮的CrW热锻模堆焊焊条,采用直流反接。用途:用于铸钢或锻钢上堆焊锻模,亦可
D327模具堆焊焊条 符合:EDRCrMoWV-A2-15冷冲模焊条说明: D327是低氢钠型药皮CrWMoV冷冲模堆焊焊条,采用直流反接。用途: 用于堆

D322模具堆焊焊条D322模具堆焊焊条符合 GB EDRCrMoWV-A1-03说明:D322是钛钙型药皮CrWMoV冷冲模堆焊焊条,可交直流两用,堆焊时电

D317符合 GB/T 984 EDRCrMoWV-A3-15说明:D317是低氢钠型药皮的CrWVMo冲模堆焊焊条,采用直流反接。用途:适用于冷冲模堆焊,也可

用途:可在中碳钢(如45、45Mn)制成的刀具毛坯上堆焊刃口以达到代用整体高速钢的目的,也可用于堆焊修复受磨损的刀具及其他工具
型号D286B材质堆焊焊芯直径3.2-5.0(mm)品牌卓君类型堆焊焊条药皮性质多种可选直径3.2-5.0(mm)长度320-400(mm)焊接电流120-

D286A低氢型适用于高锰钢堆焊,是铁路高锰钢轨,道岔堆焊修复的专用焊条,也可用于各类破碎机、推土机等受冲击面--磨损部位的堆

D277低氢型适用于堆焊水轮机受气蚀破坏的零件,如水轮机的叶片、导水叶等,同时也适用于要求耐磨性及韧性高的高锰钢制件的堆焊,

D276高铬锰钢耐气蚀耐磨焊条 型号:EDCrMn-B-16/EDCrMn-B-15说明:高铬锰钢耐气蚀耐磨焊条,采用直流反接,D276可交直流两用(交
,交直流两用(交流焊时空载电压不低于70V),与D256的区别是焊缝金属中加了钼,提高了抗裂性及耐磨性。堆焊时宜采用小电流,窄
D256耐磨焊条 型号:EDMn-A-16说明:高锰钢耐磨焊条,交直流两用(交流焊时空载电压不低于70V),堆焊时宜采用小电流,窄道焊,

D217A耐磨焊条 耐冲击堆焊焊条 符合 GB/T 984 EDPCrMo-A3-15 说明:AT-D217A耐磨堆焊焊条是低氢钠型药皮的CrMnMo型堆焊焊条,采用

说明:铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。熔敷金属化学成分/%堆焊硬度HRC:≥50

D207栈焊焊条 低合金钢栈焊焊条 符合 GB EDPCrMnSi-A1-15说明: D207是低氢钠型药皮的CrMnSi型栈焊焊条,采用直流反接。 用途: 用


说明:普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定。熔敷金属化学成分/%堆焊硬度HRC:≥30
D132钛钙型用于受磨损的低碳钢、中碳钢及低合金钢机件表面,特别适合用于矿山机械与农业机械磨损件的堆焊与修补。

D127低氢型用于堆焊受磨损的低碳钢、中碳钢及低合金钢的表面,如车轴、齿轮、行走主动轮、搅拌机叶片等。
牌号皮类型主要用途EDPMn2-03 AC、DCD106低氢型用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、齿轮和搅拌机叶片

国标型号焊接电流D102钛钙型用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、齿轮和搅拌机叶片等。EDPMn2-16AC、D

D107低氢型用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、齿轮和搅拌机叶片等。

牌号皮类型主要用途EDPMn2-03 AC、DCD106低氢型用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、齿轮和搅拌机叶片
牌号国标型号皮类型焊接电流主要用途D102EDPMn2-03钛钙型AC、DC用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、
国标型号焊接电流D102钛钙型用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件的表面,如车轴、齿轮和搅拌机叶片等。

用途:用于抗高温氧化、耐磨料磨损件的堆焊,如高炉钟斗,烧结扒齿等。WC≈55其他5-10余量为Ni堆焊硬度HRC:≥45
D708碳化钨合金焊条用途:主要用于化工设备和各种机械设备磨损部位的堆焊修补。如冶金机械、矿上机械、道岔、鄂板、铲斗、铲齿、
型号:EDW-A-15熔敷金属化学成分/%

型号:EDW-B-15熔敷金属化学成分/%

EF-15电厂耐磨焊条 特种堆焊焊条 高耐磨 耐冲击卓君堆焊焊条使用说明:执行GB984-2001标准堆焊是在工件的表面或边缘进行熔敷一层

ER2594双相不锈钢焊丝/TIG氩弧不锈钢焊丝/MIG气体保护不锈钢焊丝说明:ER2594是25Cr-9Ni-4Mo-N奥氏体-铁素体不锈钢焊丝,熔敷金

不锈钢焊丝ER2209是一种优质的双相氩弧焊丝,符合YB/T 5092-2005 H03Cr22Ni8Mo3N标准和AWS A5.9 ER2209标准。其主要成分为22Cr-9

ER201/TIG氩弧不锈钢焊丝/MIG气体保护不锈钢焊丝说明:ER201/TIG氩弧不锈钢焊丝/MIG气体保护不锈钢焊丝焊道金属耐蚀、耐热、抗裂
双相不锈钢焊条,双相不锈钢焊丝堆焊焊条,堆焊焊丝耐磨焊条,耐磨焊丝不锈钢焊条,不锈钢焊丝银焊条,银焊丝,银焊片铜焊条,铜焊丝,铜
耐腐蚀钢;耐侯钢及耐火钢焊条:J350/J357 J507MoNb J507MoW J507CrNi J506CrNiCu J557NiMo ND钢专用焊条 JNS钢专用焊条 CORTEN

YD132气体保护钛钙型堆焊药芯焊丝使用说明:焊接电流: 150~350 A电 压: 33~37 /V焊丝规格: 1.2 1.6 mmYD132气体保护钛钙型堆焊
YD127是低氢型渣系的堆焊药芯焊丝,采用直流反接。该焊丝通过锰元素提高堆焊合金的硬度,由于加入合金元素少,经济性高,较适合

HL204银基钎焊料BCu80AgP银焊丝 含银15银焊条BCuP-5银焊片银焊带 银焊环符合:GB :BCu80AgP相当:AWS:BCuP-5说明:HL204是含银15

由银,铜,锌,镉,等金属铸造而成,经轧制成二十丝左右的薄片。用于带锯锯条,大理石锯片等各种小金属的焊接,具有焊接规则强度
YD112耐磨焊丝 EDPCrMo-A1-03产品用途:YD112耐磨焊丝是CO2气体保护的普通铬钼型堆焊药芯耐磨焊丝,堆焊时电弧、脱渣容易适用于
ZJ-YD107耐冲击耐磨焊丝符合标准GB/T:EDPMn2-15焊丝主要熔覆合金成分:CCrMnMoNiWSiNb焊丝参数:规格mm焊接电流焊接电压保护气体
D102低中合金锰钢堆焊焊条型号: EDPMn2-03说明:普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。用途:用于堆焊或修
R827耐热钢焊条简介:低氢钠型Cr11MoNiV耐热钢焊条,直流反接,全位置焊,焊前焊件须预热至350~400℃。用于工作温度在 565℃以
R817耐热钢焊条 符合GB E11MoVNiW-15简介:低氢钠型药皮的Cr11MoNiV的耐热钢焊条。可采用直流反接,可全位置焊接,焊前须预热到3
R807耐热钢焊条 符合GB E11MoVNi-15简介:低氢钠型药皮的Cr11MoNiV的耐热钢焊条。可采用直流反接,可全位置焊接,焊前须预热到35
R802耐热钢焊条 符合GB E11MoVNi-16 简介:钛钙性药皮的eCr11MoNiV耐热钢焊条,交直流两用,可全位置焊接。具有良好的工艺性能。
R717耐热钢焊条 符合GB E9015-B9 简介:低氢钠型药皮的Cr9Mo1Ni0.8V的贝氏全-马氏体耐热钢焊条。可采用直流反接,可全位置焊接
R707耐热钢焊条 符合GB E9Mo-15 相当AWSE8015-B8 简介:低氢钠型药皮的Cr9Mo耐热钢焊条。可采用直流反接,可全位置焊接,焊前须
R517A耐热钢焊条 简介:低氢钠型药皮的Cr-Mo-W-V-Nb5%r的珠光体耐热钢焊条。可采用直流反接,短弧操作。可全位置焊接,焊前须预
R507耐热钢焊条符合GB E5MoV-15 相当AWS E8015-B6 简介:低氢钠型药皮的Cr5%-Mo珠光体耐热钢焊条,具有高温抗氢侵蚀性能。可采用
R427B耐热钢焊条符合GB E5515-B3-VNb 简介:低氢钠型药皮的含CrMoVWNb低合金耐热钢焊条,直流反接,可全位置焊接。焊前预热温度
R417耐热钢焊条 符合GB E5515-B3-VNb 简介:低氢钠型药皮的含CrMoVNb珠光体耐热钢焊条,采用直流反接,可全位置焊接,用于焊接工
R407B耐热钢焊条 符合GB E6015-B3 相当AWS E9015-B3 简介:超低氢型低合金耐热钢焊条,熔肤金属具有极***的抗裂性能,优良的低温
R407耐热钢焊条 符合GB E6015-B3 相当AWS E9015-B3 简介:低氢钠型药皮的Cr2.5%-Mo1%珠光体耐热钢焊条,采用直流反接,可全位置
R406Fe耐热钢焊条 符合GB E6018-B3 简介:铁粉低氢钾型药皮的含2.5%Cr-1%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。具有
R402耐热钢焊条 符合GB E6003-B3 简介:钛钙性药皮的含2.5%Cr-1%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。寒风成形美观
R400耐热钢焊条 符合GB E6000-B3 简介:特殊型药皮的含2.5%Cr-1%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。具有良好的抗
R347耐热钢焊条 符合GB E5515-B2-VW 简介:低氢钠型药皮的CrMoVW珠光体耐热钢焊条,采用直流反接,可全位置焊接,焊前须预热到25
R340耐热钢焊条 符合GB E5500-B3-VWB 简介:特殊型药皮的含CrMoVWB的珠光体耐热钢焊条,交直流两用,可全位置焊接。用于焊接工作
R337耐热钢焊条 珠光体耐热钢R337电焊条15CrMoVR337耐热钢焊条符合GB E5515-B2-VNb 简介:低氢钠型药皮的CrMoVNb珠光体耐热钢焊
R327耐热钢焊条 R327电焊条 R327焊条 R327耐热钢焊条 符合GB E5515-B2-VW 简介:低氢钠型药皮的含CrMoVW的珠光体耐热钢焊条,采
R317耐热钢焊条 R317电焊条 R317焊条 R317耐热钢焊条 符合GB E5515-B2-V 简介:低氢钠型药皮的Cr1%-Mo0.5%-V珠光体耐热钢焊条,
R316Fe耐热钢焊条 R316Fe电焊条 E5518-B2-V焊条 R316Fe耐热钢焊条 符合GB E5518-B2-V 简介:铁粉低氢钾型药皮的含1.2%Cr-0.5%Mo-
R312耐热钢电焊条 、R312耐热钢焊条符合GB E5503-B2-V 简介:钛钙性药皮的含1%Cr-0.5%Mo-V的珠光体耐热钢焊条,交直流两用,可全
R310耐热钢焊条R310耐热钢焊条 符合GB E5500-B2-V 简介:特殊型药皮的含1%Cr-0.5%Cr-V的珠光体耐热钢焊条,交直流两用,可全位置
R307BL耐热钢焊条R307BL耐热钢焊条符合GB E5515-B2相当AWS E8015-B2 简介:属于低氢型焊条,采用直流反接,短弧操作,可进行全位
R307H耐热钢焊条 卓君R307H电焊条 R307H焊条 R307H耐热钢焊条符合GB E5515-B2 相AWS E8015-B2 简介:属于低氢型焊条,采用直流反
锦州R307B耐热钢焊条 R307B电焊条 R307B耐热钢焊条符合GB E5515-B2相当AWS E8015-B2 简介:超低氢型低合金耐热钢焊条,熔敷金属
沈阳R307耐热钢焊条 E5515-B2电焊条 珠光耐热钢焊条 R307耐热钢焊条符合GB E5515-B2 相当AWS E8015-B2 简介:低氢型药皮的珠光体
R302耐热钢焊条 E5503-B2电焊条 卓君R302焊条 R302耐热钢焊条 符合GB E5503-B2 钛钙性药皮的含1%Cr-0.5%Mo的珠光体耐热钢焊条,
R207耐热钢焊条R207耐热钢焊条符合GB E5515-B1 相当AWS E8015-B1 简介:低氢型药皮的含Cr0.5%-Mo0.5%的珠光体耐热钢焊条,采用直
R202耐热钢焊条 XB-R202焊条 XB-R202电焊条 焊丝 R202耐热钢焊条 符合GB E5500-B1 简介:钛钙性药皮的含0.5%Cr-0.5%Mo的珠光体耐
R200耐热钢焊条 卓君R200电焊条 R200 R200耐热钢焊条 符合GB E5500-B1 简介:特殊型药皮的含0.5%Cr-0.5%Mo的珠光体耐热钢焊条,
R107耐热钢焊条 XB-R107电焊条 R107焊条 焊丝 R107耐热钢焊条符合GB E5015-A1 相当AWS E7015-A1 简介:低氢型药皮的含Mo0.5%的珠
R106Fe耐热钢焊条R106Fe耐热钢焊条符合GB E5018-A1 相当AWS E7018-A1 简介:铁粉低氢型药皮的含0.5%Mo的珠光体耐热钢焊条,交直
ZJ-R102耐热钢焊条符合GB E5003-A1 简介:钛钙性药皮的含0.5%Mo的珠光体耐热钢焊条,交直流两用,可全位置焊接。用于焊接工作温

BCu80PAg(HL204)(TS-15P) 主要化学成分:Ag:15±1,P:5±0.2,Cu:余量性能:钎焊温度704-816℃,钎焊接头的强度,塑性,导电性能
HAG-40BNi 含银40% 是银、铜、锌、镍合金,等同于美标AWS BAg-4,具有较好的抗蚀性、适用于不锈钢的焊接和镍基合金及炭化钨的焊
HAG-40B 含银40% 是银、铜、锌、合金,具有较好的流动性、渗透性和韧性,熔点677-732摄氏度。Ag银焊条(即银焊料、银焊丝、银焊
HAG-35Sn 含银35% 等同于国标BAg34CuZnSn,是银、铜、锌、锡合金,中等熔化温度,有较好的流动性,更适用于铁素体和非铁素体钢的
HAG-35B 含银35% 等同于美标AWS BAg-35,是银、铜、锌合金,中等熔化温度,接头有较好韧性,可钎焊铜、铜合金、钢等材料。熔点62
HAG-30B 含银30% 等同于美标AWS BAg-20,国标BAg30CuZn ,是银、铜、锌合金,熔点稍高,接头有较好韧性,可钎焊铜、铜合金、钢等
HAG-25BSn 含银25% 等同于美标AWS BAg-37,是银、铜、锌、锡合金,熔点低于HAg-25B,提高了润湿性和填充性。可焊铜、钢等材料。熔
HAG-25B 含银25% 等同于国标BAg25CuZn及L302,是银、铜、锌、合金,具有较好的润湿性和填充性,但熔点稍高,可焊铜、钢等材料。
HAG-18BSn含银18% 是银、铜、锌、锡合金,熔化范围稍高,润湿性和填充性良好,价格经济。可焊接铜、铜合金、钢等材料。熔点770-8
HAG-15B银焊环含银15% 等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用间隙不均场合。可钎焊承
HAG-5B银焊环含银5% 等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金接头的焊接。熔点6
HAG-2B银焊环含银2% 等同美标AWS BCuP-6、国标BCu91PAg及L209,具有良好的流动性和填充能力,广泛用于空调、冰箱、机电等行业,

A302不锈钢电焊条A302是钛钙型药皮的Cr23Ni13不锈钢焊条,熔敷金属具有良好的抗裂性能及抗氧化性能。可交直流两用,有良好的操作
A302R不锈钢电焊条说明: 302R是钛钙型药皮的不锈钢焊条。焊缝金属具有良好的抗裂性及抗氧化性能。可交直流两用,有良好的焊接工
A307不锈钢电焊条A307不锈钢焊条符合 GB E309-15 相当 AWS E309-15 说明: A307是碱性药皮的Cr23Ni13不锈钢焊条,熔敷金属具有良
A312不锈钢电焊条说明: A312是钛钙型药皮的Cr23Ni13Mo2不锈钢焊条。由于焊缝中含Mo量较高,所以比A302有更好的耐蚀、抗裂及抗氧
A402不锈钢焊条说明: A402是钛钙型药皮的Cr26Ni21纯奥氏体不锈钢焊条。熔敷金属900~1100℃高温条件下具有优良的抗氧化性。交直流
A407不锈钢焊条说明: A407是碱性药皮的Cr26Ni21纯奥氏体不锈钢焊条。熔敷金属900~1100℃高温条件下具有优良的抗氧化性。采用直流
说明:SJ-3 是低氢型药皮堆焊焊条,熔敷金属为纯奥氏体组织,冷作硬化 指数高,具有承受强烈冲击载荷能力。焊接工艺性能好,交直
说明:SJ 系列焊条是高碳高铬多元合金铸铁焊条,熔敷金属具有优良的抗 高温磨粒磨损和颗粒冲蚀磨损性能。焊接工艺性能良好,交直
说明:SJ 系列焊条是高碳高铬多元合金铸铁焊条,熔敷金属具有优良的抗 高温磨粒磨损和颗粒冲蚀磨损性能。焊接工艺性能良好,交直
DF-2B耐磨焊条DF-2B电焊条DF-2B焊条堆焊DF-2B 相当 GB/T984 EDCr-B-15 说明:DF-2B 是低氢型药皮堆焊焊条,熔敷金属具有良好的耐
D950 焊条是仿美国 EUREKA 公司的新一代热锻模专用焊条, 熔敷金属具有合金成分合理,在高温下工作,熔敷金属不软化,红硬性好,
说明:D945 焊条是仿美国 EUREKA 公司的新一代热锻模专用焊条, 熔敷金属具有合金成分合理,在高温下工作,熔敷金属不软化,红硬
用途:用于堆焊承受一定冲击载荷,要求高抗磨粒磨损的耐磨面堆焊,如 混凝土输送泵 S 管阀耐磨板和耐磨环(俗称眼睛板)、锤击式
说明:D938 是石墨型药皮高碳高铬铸铁堆焊焊条。焊条药皮具有优 良的导电性,电弧稳定无飞溅。药皮中矿物型造渣剂极少,焊接过程
说明:D900 是高铬铸铁型酸性药皮耐磨堆焊焊条,其堆焊层金属组织为白 色奥氏体加细小碳化铬与奥氏体基体。具有优良的抗磨损和耐
说明:D856 是低氢型药皮 Cr16W2B 耐磨耐热堆焊焊条,可交直流两用, 具有飞溅小、无毒、脱渣容易,成形美观等特点,熔敷系数可
符合 GB/T984 EDCoCr-E-03 司太立 21 AWS A5.13 ECoCr-E 说明:D852 是钛钙型药皮,钴铬钨合金焊芯的堆焊焊条,宜采用直流反接。
符合 GB/T984 EDCoCr-C-03 司太立 1 AWS A5.13 ECoCr-C 说明:D822 是钛钙型药皮,高碳钴铬钨合金焊芯的堆焊焊条,宜采用 直流反
符合 GB/T984 EDCoCr-B-03 司太立 12 AWS A5.13 ECoCr-B 说明:D812 是钛钙型药皮,钴铬钨合金焊芯的堆焊焊条。宜采用直流 反接
符合 GB/T984 EDCoCr-A-03 司太立 6 AWS A5.13 ECoCr-A 说明:D802 是钛钙型药皮,钴铬钨合金焊芯的堆焊焊条。宜采用直流 反接。
说明:D717 碳化钨堆焊焊条采用 H08A 钢带,轧制成“O”形,含量为焊 芯重量 60%以上的铸碳化钨作为焊芯,外涂碱性低氢型涂料,
D707碳化钨堆焊焊条 符合 GB/T984 EDW-A-15 说明:D707 是采用碳钢为焊芯的低氢钠型药皮碳化钨堆焊焊条,依靠药皮 中碳化钨合金
说明:D525、D535、D540、D545 焊条是仿美国 weldmold 公司的新一代 热锻模专用焊条,熔敷金属具有合金成分合理,在高温下工作,
D437硬面堆焊焊条 说明:D437 是低氢型药皮的堆焊焊条。 用途:用于高温条件下要求高硬度、高耐磨性的工作堆焊。主要用于冶金 工
D427硬面堆焊焊条说明:D427 是低氢型高温耐磨堆焊焊条。 用途:适用于高温条件下具有高硬度和耐磨损部件的堆焊,如轧钢、炼钢
D417硬面堆焊焊条符合:GB/T984 EDD-B-15 说明:D417 是低氢钠型药皮的钼钨钒焊条,采用直流反接。具有良好的工 艺性、耐磨性,
D406硬面堆焊焊条符合:GB/T984 EDRCrMoWCo-A 说明:D406 是低氢型耐磨堆焊焊条,熔敷金属相组织为α 固溶体+奥氏体 +马氏体+共
说明:D036 是低氢钾型药皮的冲模刃口堆焊焊条,可交直流两用,工艺性 能好。堆焊层组织及硬度稳定性良好。堆焊工艺简单,焊前不
D027耐磨电焊条 刃口D027焊条D027硬面堆焊焊条说明:D027 是冲裁刃口堆焊焊条。具有良好的焊接工艺,在一般的焊接条 件下不易产
D017硬面堆焊焊条 说明:D017 是碱性铸铁刃口堆焊焊条,成型美观,电弧稳定,飞溅较小, 易脱渣。熔敷金属为马氏体碳化物弥散组
硬面堆焊焊条 D007 符合:GB/T984 EDTV-15 说明:D007 是一种铸铁模具的碱性焊条。该焊条电弧稳定,操作方便,焊 接工艺性能优良
符合GB/T 983 E16-25MoN-16说明: A502是钛钙型药皮的纯奥氏体Cr16Ni25Mo6不锈钢焊条,交直流两用。用途: 用于焊接淬火状态下的
硬质合金用锰黄铜焊片,是一种含58%的铜、33%锌、1%锡、8%锰的铜基钎焊材料。固液相线:790℃-850℃.钎焊温度860℃.运用范围:适
Z408 符合 GB/T 10044 EZNiFe-1AWS A5.15 ENiFe-CIISO 1071-E C NiFe-CI-A说明:Z408是镍铁合金焊芯、强还原性石墨药皮的铸铁焊
Z308 符合 GB/T 10044 EZNi-1AWS A5.15 ENi-CI相当 ISO 1071-E C说明:Z308是纯镍焊芯、强还原性石墨型药皮的铸铁焊条,施焊时,
主要成分:C~ Cr~ Mn~ Si~ W~ Ni~ V~等热点硬度均匀配伍.此焊条为高温高压含Ni高Cr的炭化钨**(保密)焊条改良而来,经业内

焊金属有良好的强、韧组合,同时具有良好的耐磨性,可应用于有冲击载荷情况下的高应力磨粒磨损。目前,应用本产品制备的国产地铁
银焊环HL315含银Ag50BAg50CuZnCdNi(HL315) 主要化学成分:Ag:50±1,Cu:15±0.5,Cd:16±1,Ni: 3±0.5,Zn:余量性能:钎焊温度690
BAg40CuZnCdNi银焊环HL312焊环BAg40CuZnCdNi(HL312) 主要化学成分:Ag:40±1,Cu:16±0.5,Cd:25.8±0.2,Ni:20.1,Zn:余量性能:
银焊环HL313含银50%银钎料BAg 50CuZnCd(HL313) 主要化学成分:Ag:50±1,Cu:15.5±1,Cd:18±1,Zn:余量性能:钎焊温度635-780℃

钎焊BAg45CuZnCd银焊环BAg45CuZnCd 主要化学成分:Ag:45±1,Cu:15±1,Cd:24±1,Zn:余量性能:钎焊温度635-760℃ 应用:适用于要
银钎料HAG-15B 含银15%银焊环HAG-15B 含银15% 等同于美标AWS BCuP-5国标BCu80AgP及L204,具有接头塑性好,导电性提高,特别适用

佛山HAG-2B含银2%银焊环HAG-2B含银2%银焊环 等同美标AWS BCuP-6、国标BCu91PAg及L209,具有良好的流动性和填充能力,广泛用于空
钎焊HAG-5B含银5%银焊环HAG-5B含银5% 等同于美标AWS BCuP-3国标BCu88PAg及L205,有一定塑性,适用不能保持紧密配合的铜及其合金