



“0.5mm填埋场垃圾覆盖光面HDPE土工膜”参数说明
| 是否有现货: | 是 | 材质: | HDPE |
| 颜色: | 黑 | 长宽: | 1-8m |
| 延展率: | 700% | 厚度: | 0.5mm |
| 用途: | 垃圾覆盖 | 型号: | DZRY0051 |
| 规格: | 0.5mm | 包装: | 编织布 |
| 断裂强度: | 22kn | 产量: | 12800 |
“0.5mm填埋场垃圾覆盖光面HDPE土工膜”详细介绍
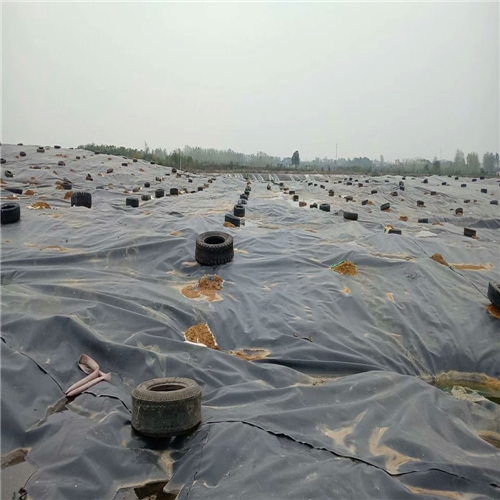
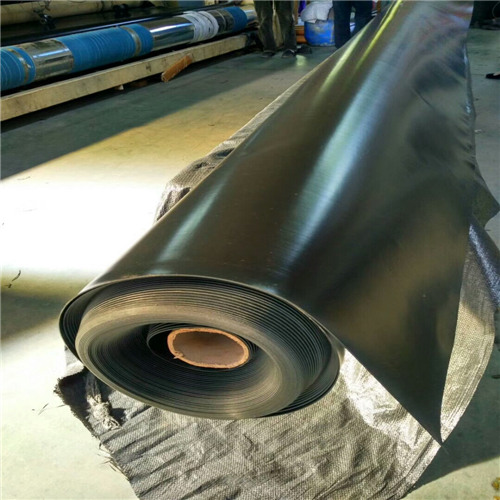
0.5mm填埋场垃圾覆盖光面HDPE土工膜基本介绍
光面HDPE覆盖膜的规格一般为:0.5-1.0mm,质量标准一般分为国标和城建标准,宽度一般为1-8米,长度一般为50-200米,也可以根据客户的要求定做。

0.5mm填埋场垃圾覆盖光面HDPE土工膜性能特点
垃圾填埋场覆盖膜是一种很好的防渗材料,在防渗工程实践中占有重要的地位,为了能够使该材料使用寿命更长一些,因此我们在制作过程为了防止抗老化,可以通过以下三种措施进行操作,具体内容如下:在原材料中添加防老化剂,抑制光、氧、热等外界因素对材料的作用,如掺适量的抗氧剂、光稳定剂和深色碳黑等。我们的原材料是全新料拒绝回料再生料,原料要求来说,膜的原材料的不含杂质。不能用废聚乙烯再生产品,垃圾填埋场覆盖膜是用优质的聚乙烯树脂制造的。为了防止紫外线引起的老化,在材料中加入含量为2%~3%的粉末状碳黑,碳黑可以非常有效地抵抗自然老化引起的材料性能。
0.5mm填埋场垃圾覆盖光面HDPE土工膜技术参数
土工膜的技术参数:
1,厚度偏差-6%
2,拉伸断裂强度20N
3,断裂伸长率600%
4,直角撕裂强力115N
5,抗穿刺强度240N
6,炭黑含量3%
1,厚度偏差-6%
2,拉伸断裂强度20N
3,断裂伸长率600%
4,直角撕裂强力115N
5,抗穿刺强度240N
6,炭黑含量3%


0.5mm填埋场垃圾覆盖光面HDPE土工膜使用说明
垃圾填埋场覆盖膜的焊接注意事项:
1.热锲焊机焊接工序分为:调节压力 设定温度 设定速度 焊缝搭接检查 装膜入机 启动马达 加压焊接。
2.接缝处不得有油污、灰尘,HDPE土工膜的搭接段面不应夹有泥沙等杂物,当有杂物时必须在焊接前清理干净。
3.每天焊接开始时,必须在现场先试焊一条0.9mm×0.3mm的试样,搭接宽度不小于10cm,并用拉力机现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正是焊接。试样上需标明日期、时刻、环境温度。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。
4.焊缝要求整齐、美观、不得有滑焊、跳走现象。
5.在遇上土工膜长度不够时,需要长向拼接,应先把横向焊缝焊好,再焊纵缝,横向焊缝相距大于50cm应成T字型,不得十字交叉。
6.相邻防渗膜焊缝应尽量错缝搭接,膜块间形成的结点,应为T字型,尽量减少十字型,纵模向焊缝交点处应用挤压焊机加强。
7.焊膜时不许压出死折,铺设HDPE防渗膜时,根据当地气温变化幅度和HDPE防渗膜性能要求,预留出温度变化引起的伸缩变形量。
1.热锲焊机焊接工序分为:调节压力 设定温度 设定速度 焊缝搭接检查 装膜入机 启动马达 加压焊接。
2.接缝处不得有油污、灰尘,HDPE土工膜的搭接段面不应夹有泥沙等杂物,当有杂物时必须在焊接前清理干净。
3.每天焊接开始时,必须在现场先试焊一条0.9mm×0.3mm的试样,搭接宽度不小于10cm,并用拉力机现场进行剥离和剪切试验,试样合格后,便可用当时调整好的速度、压力、温度进行正是焊接。试样上需标明日期、时刻、环境温度。热锲焊机在焊接过程中,需随时注意焊机的运行情况,要根据现场的实际情况对速度和温度进行微调。
4.焊缝要求整齐、美观、不得有滑焊、跳走现象。
5.在遇上土工膜长度不够时,需要长向拼接,应先把横向焊缝焊好,再焊纵缝,横向焊缝相距大于50cm应成T字型,不得十字交叉。
6.相邻防渗膜焊缝应尽量错缝搭接,膜块间形成的结点,应为T字型,尽量减少十字型,纵模向焊缝交点处应用挤压焊机加强。
7.焊膜时不许压出死折,铺设HDPE防渗膜时,根据当地气温变化幅度和HDPE防渗膜性能要求,预留出温度变化引起的伸缩变形量。
0.5mm填埋场垃圾覆盖光面HDPE土工膜采购须知
垃圾填埋场覆盖膜生产厂家可提供样品,免费拿样。样品提供产品尺寸20x20cm的小样, 如需大样送检产品,请电话咨询。